Increase Profile Production Rate
What was the problem?
Low Production Rate!
After an extensive “trial and error” development period, the customer was only able to produce the profile about 1 m/min because going any faster would cause the shape to distort. However, in order to meet the delivery deadline, they needed to have a production rate that was higher than 3m/min.
What was the root cause?
Cross-flows!
The following image shows the velocity contours in each plate of the original die.
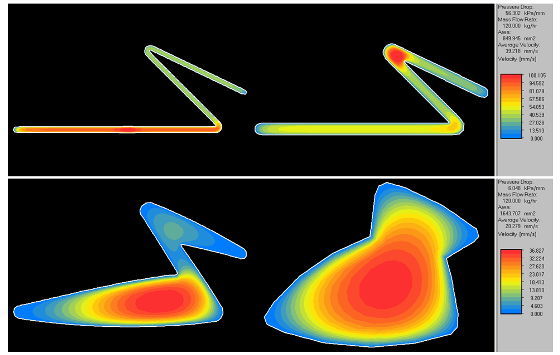
After analyzing the flow, we found that the material distribution at each cross section was very different and the die was only balanced near the exit by adjustment (relieving) of the land length. This results in “cross-flows” which means that the die is “balanced” only in a narrow process window and it is very sensitive to small changes in line speed or material properties. When they need to get to the required production rate, the product shape becomes unacceptable.
How it was solved?
"Cross Flow Minimization"!
The following image shows the optimized cross sections that had more “balanced” flow.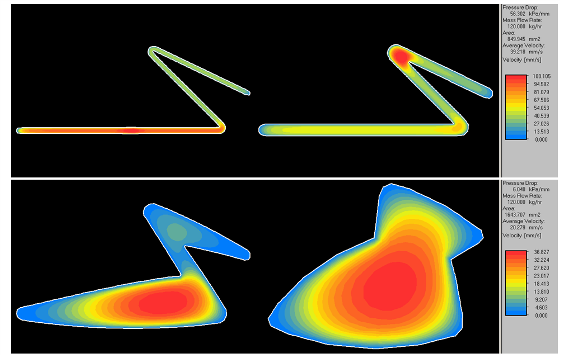
We analysed and balanced the die using the VEL™ Profile Die Module and the COMPUPLAST® Cross Flow Minimization Method™. The die cross-sections were modified so that the flow in each cross section of the die was balanced and the cross-flow were minimized. The optimization in the computer was much more efficient than the traditional “trial and error” method but, more importantly, the customer was able to achieve a production rate over 5 m/min. The die was also more robust - less sensitive to changes in process conditions.
Bottom Line
Thanks to our VEL™ Profile Die Module and the COMPUPLAST® Cross Flow Minimization Method™, the customer was able to increase their production rate by over 500 % and meet their delivery deadlines.