Broken Screw
What was the problem?
The screw broke!

After approximate 1 year of operation, a 150 mm diameter screw broke. However, unlike a “cold start” break, which typically occurs in the feed section where the screw root diameter is the smallest, this break occurred near the end of the barrier section, where the screw root was essentially the largest, and presumably, the strongest. Believing that the failure was a result of poor steel quality, an identical second screw was manufactured and it experienced the same failure in the same amount of production time.
What was the root cause?
Improper barrier section design!
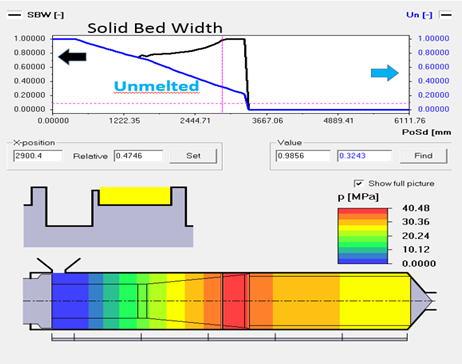
The reason was an incorrectly designed barrier section. There was almost 30 % of unmelted/solid material remaining at the end of the barrier section. At this point, the solids channel depth reduced abruptly in order to force the material through the small barrier gap. This resulted in “wedge force” acting on the screw resulting very high deflection forces. Usually, this results in an excessive local wear of the equipment. In this particular case the forces were so high, and unbalanced, that they resulted in excessive, periodic, screw deflection, and ultimately, catastrophic failure.
How it was solved?
New screw design using the COMPUPLAST® Extruder module™!
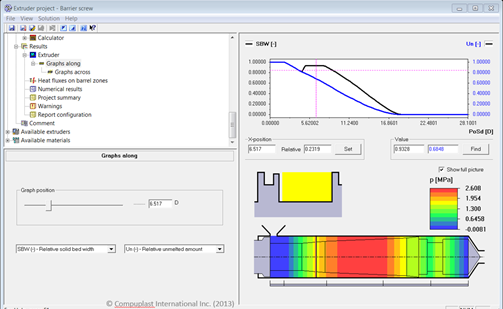
The VEL™ Extruder module was used to develop better barrier section design. The melting performance was improved so that the polymer was completely melted before the end of the barrier section and thus, no unmelted/solid material was forced to go over the barrier.
Bottom Line
Simulation of the original design, prior to manufacturing the screw, could have shown the problems with melting allowing the design to be corrected and optimized. This would have saved the cost of the premature screw failure (including the cost of the second failure). It would also save the associated loss of production and extend the life of the barrel which had pre-maturely worn as a result of the poor screw design.